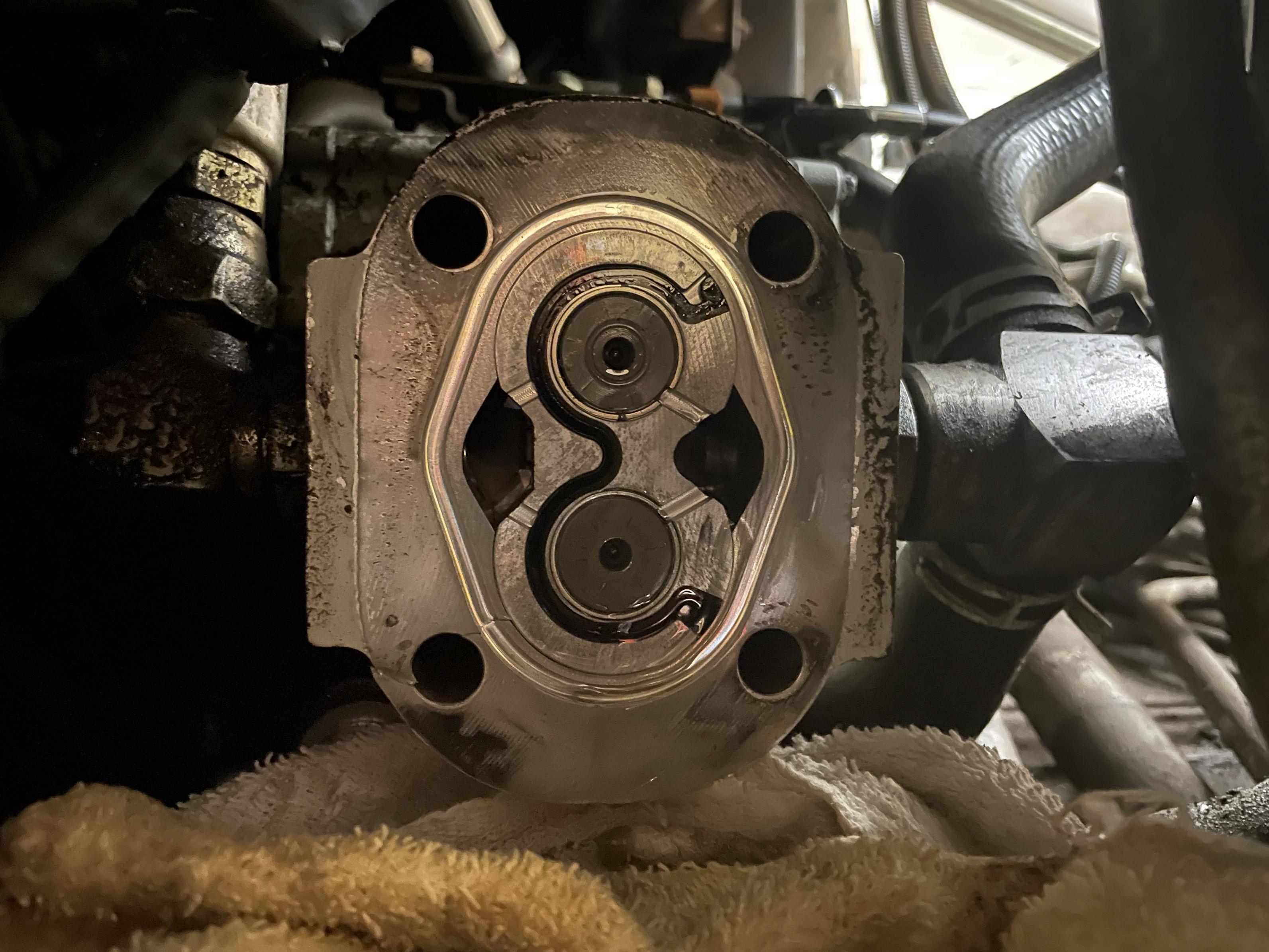
I have a 1997 Bobcat 863 which cracked the hydraulic gear pump. I found that and have a new pump on order, arriving in a couple days. Now I'm trying to figure out what could have caused this issue in the first place.
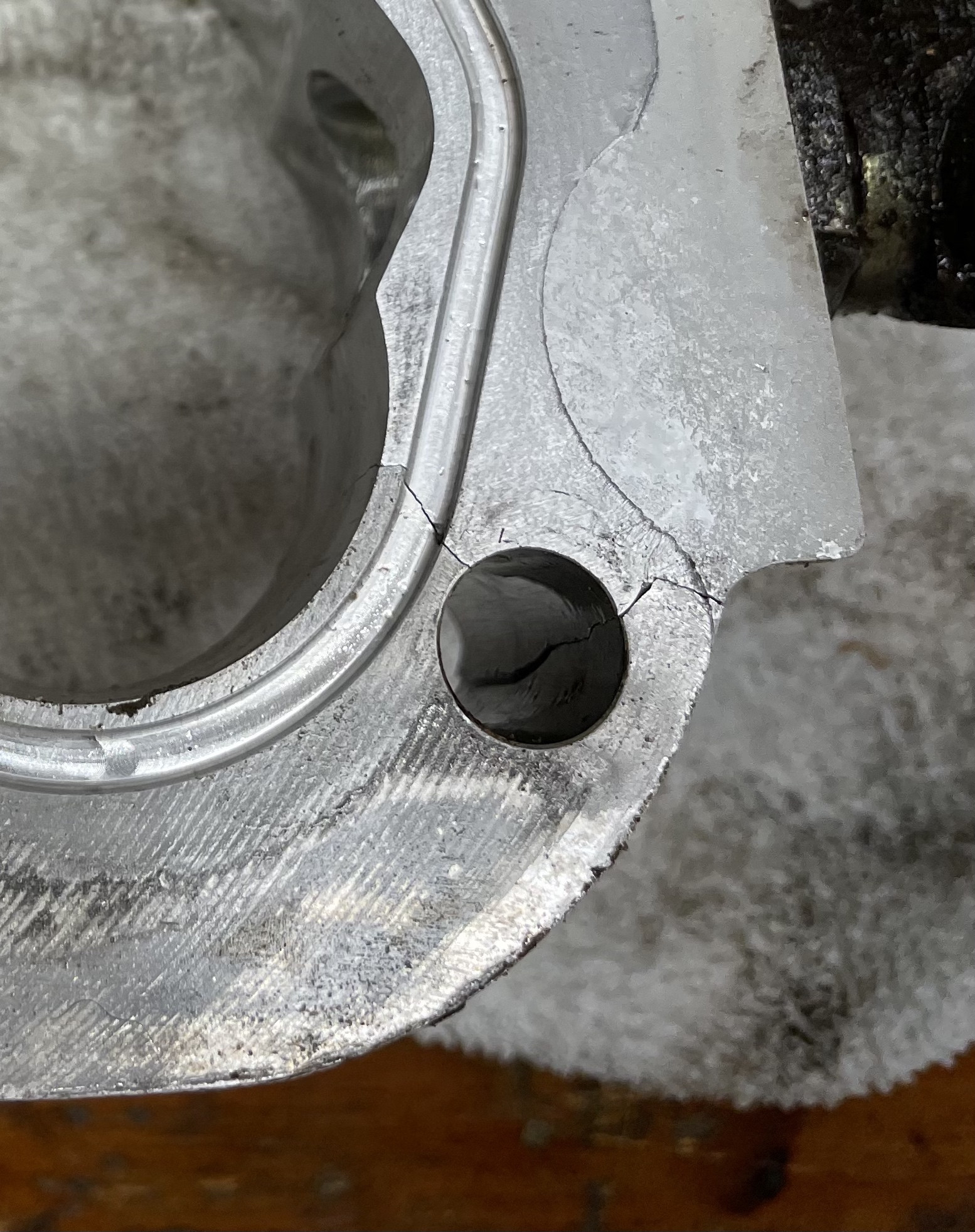
The crack goes directly through one of the bolt holes holding the pump onto the hydrostatic assembly, so my initial thought was that some water got in that bolt hole, froze, and broke the pump.
But lately I'm wondering if the relief valve is bad. Then the previous pump could have seen far-too-high pressures, and cracked the housing. I don't want to repeat that story again, if this is the case.
Questions:
I'm a bit afraid of that last approach, since it seems like if the relief valve is set to high I'd effectively deadhead the machine into the gauge and maybe blow up another pump.
Grateful for any help ya'll can spare.
The crack goes directly through one of the bolt holes holding the pump onto the hydrostatic assembly, so my initial thought was that some water got in that bolt hole, froze, and broke the pump.
But lately I'm wondering if the relief valve is bad. Then the previous pump could have seen far-too-high pressures, and cracked the housing. I don't want to repeat that story again, if this is the case.
Questions:
- Is it plausible that the relief valve failed *closed*? Does that happen?
- Can I remove the relief valve and have it bench tested somewhere else? Or is it possible the issue is somewhere in my control block?
- If I have to test it myself, what's the best way? I don't have any pressure or flow testers on hand. Can I just buy a 6k PSI pressure gauge and a hose, and attach it to one of the quick connect aux ports or tilt cylinder, operate & check whether the relief valve is working?
I'm a bit afraid of that last approach, since it seems like if the relief valve is set to high I'd effectively deadhead the machine into the gauge and maybe blow up another pump.
Grateful for any help ya'll can spare.
Last edited: