
Hello Bill,from another newer member.I've a question about welding for you,if you don't mind?
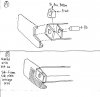
I just purchased a dump truck and I am going to weld up a sub-frame for the pintle hook/taillights.The sub-frame will have two vertical plates on top,that will be welded to the last 6" of the outside of the frame.
I was told that I should weld it to the rear face of the frame,and as it is a double frame,both frames should be welded to it.I think this is not only overkill,but I don't care for the idea of both frames being welded too one piece of steel so close together.My thinking is the frames are held together by huck rivets and bolts which allow for some(albeit slight)movement,and the welding of both frames to one piece will be too rigid during twisting of the frame,possibly leading to stress cracks.What do you think?
Also,The plates which I'll weld to the frame will be 1/2" thick,welded on three edges(forward,top,rear edge), approx 6" of weld/edge,18" of weld/plate.I was planning on welding it with DC/reverse polarity 6011 or 7014 rod,and approx 230amp.
Do you think this is adaquate attachment to the frame,and does my choice of rod/heat/polarity sound ok?I've used this combo before when doing fabricating/repair,with less juice on the thinner stuff,and it seems to give good penatration/strength,but I've never welded on frames.I've seen many with"Do NOT weld or drill holes in frame" stickers,so I don't want to heat it up so much that it causes a problem with frame cracking.
I'll mount the pintle as high as possible in order to keep the leverage on the sideplates to a minimum.
Thanks for any advice.
I just purchased a dump truck and I am going to weld up a sub-frame for the pintle hook/taillights.The sub-frame will have two vertical plates on top,that will be welded to the last 6" of the outside of the frame.
I was told that I should weld it to the rear face of the frame,and as it is a double frame,both frames should be welded to it.I think this is not only overkill,but I don't care for the idea of both frames being welded too one piece of steel so close together.My thinking is the frames are held together by huck rivets and bolts which allow for some(albeit slight)movement,and the welding of both frames to one piece will be too rigid during twisting of the frame,possibly leading to stress cracks.What do you think?
Also,The plates which I'll weld to the frame will be 1/2" thick,welded on three edges(forward,top,rear edge), approx 6" of weld/edge,18" of weld/plate.I was planning on welding it with DC/reverse polarity 6011 or 7014 rod,and approx 230amp.
Do you think this is adaquate attachment to the frame,and does my choice of rod/heat/polarity sound ok?I've used this combo before when doing fabricating/repair,with less juice on the thinner stuff,and it seems to give good penatration/strength,but I've never welded on frames.I've seen many with"Do NOT weld or drill holes in frame" stickers,so I don't want to heat it up so much that it causes a problem with frame cracking.
I'll mount the pintle as high as possible in order to keep the leverage on the sideplates to a minimum.
Thanks for any advice.


")


